
Liquid Ammonia Pump
Category: Refrigeration Pumps
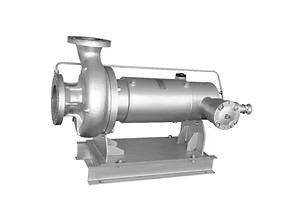
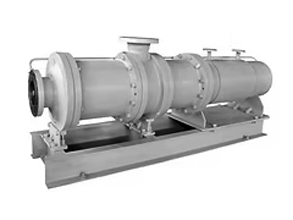
Hermetically sealed canned motor Liquid Ammonia Pump designed for safe, leak-free transfer and circulation of liquid ammonia in industrial refrigeration systems, cold storage, and ammonia-based chillers. Ensures zero leakage of toxic/flammable fluid, compatibility with low temperatures, and reliable performance under high vapor pressure conditions.
Hotline:
+919987291186 / +919892823816
Product Detail
Hermetically sealed canned motor Liquid Ammonia Pump designed for safe, leak-free transfer and circulation of liquid ammonia in industrial refrigeration systems, cold storage, and ammonia-based chillers. Ensures zero leakage of toxic/flammable fluid, compatibility with low temperatures, and reliable performance under high vapor pressure conditions.

Flow rate: Max 500 m³/h
Head: Max 150 m
Output: Max 75 kW
Temperature: -50℃ to +100℃
Characteristics
- High Level of Performance
- Lower NPSHr Value
- Modular Construction and Compact Design
- Interchangeability of Back Pull-out Assemblies
- Global Service Network
- ATEX, CSA etc Certifications
Benefits
- No Leakage
- No External Lubrication
- Low Noise & Vibration
- Low Output Consumption
- Low Installation Costs
- Increased Lifetime and Longer Maintenance Intervals
- High Level of Availability and Short Supply Times
Related Products





Product Message
We will contact you within one working day. Please pay attention to your email.
