
Refrigerant Pump
Category: Refrigeration Pumps
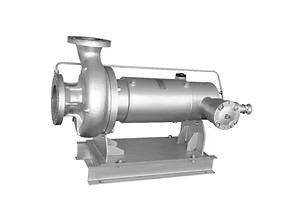
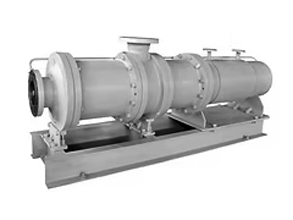
Hermetically sealed canned motor Refrigerant Pump designed for safe circulation of refrigerants (e.g., ammonia, freon, CO2) in industrial refrigeration systems, chillers, and heat pumps. Provides zero leakage, excellent compatibility with volatile fluids, and reliable performance in low-temperature and vacuum conditions.
Hotline:
+919987291186 / +919892823816
Product Detail
Hermetically sealed canned motor Refrigerant Pump designed for safe circulation of refrigerants (e.g., ammonia, freon, CO2) in industrial refrigeration systems, chillers, and heat pumps. Provides zero leakage, excellent compatibility with volatile fluids, and reliable performance in low-temperature and vacuum conditions.

Flow rate: Max 600 m³/h
Head: Max 120 m
Output: Max 90 kW
Temperature: -60℃ to +150℃
Characteristics
- High Level of Performance
- Lower NPSHr Value
- Modular Construction and Compact Design
- Interchangeability of Back Pull-out Assemblies
- Global Service Network
- ATEX, CSA etc Certifications
Benefits
- No Leakage
- No External Lubrication
- Low Noise & Vibration
- Low Output Consumption
- Low Installation Costs
- Increased Lifetime and Longer Maintenance Intervals
- High Level of Availability and Short Supply Times
Related Products





Product Message
We will contact you within one working day. Please pay attention to your email.
